When a marine diesel engine begins losing compression or burning excessive lubricating oil, the root cause usually points to the cylinder liners. Over thousands of running hours, the constant friction between the piston rings and the liner wall degrades the internal surface.
Under normal conditions, a healthy cylinder liner features a specific microscopic “crosshatch” pattern. These intersecting grooves are cut into the metal by the manufacturer to retain a thin film of lubricating oil. If that pattern wears away, the rings run dry against the metal, causing severe scuffing, loss of compression, and blow-by.
Pulling an engine block apart to replace liners in a shipyard is a massive capital expense. However, if caught early, engineers can restore the liner’s surface using in-situ cylinder liner honing—a process executed while the vessel remains afloat.
So, how do you know when it is time to deploy a riding squad? Here are the three exact mechanical indicators.
1. Scavenge Port Inspections Reveal “Mirror Glazing”
The most immediate visual indicator of liner degradation occurs during a routine scavenge port inspection. When you bar the engine over and inspect the liner walls, you should see a dull, crosshatched finish.
If the liner walls look highly polished, reflecting light like a mirror, the liner has “glazed.” Glazing happens when carbon deposits and degraded oil bake into the micropores of the metal, completely filling in the crosshatch grooves. Once a liner glazes, it can no longer hold oil. The piston rings will begin scraping directly against dry cast iron, leading to rapid wear and high friction temperatures. In-situ honing uses specialized abrasive stones to cut through the glaze and re-establish the correct grooves.
2. A Sudden Spike in Specific Lube Oil Consumption (SLOC)
Fleet managers track Specific Lube Oil Consumption (SLOC) religiously because it directly impacts OPEX. If your SLOC metric suddenly spikes outside the engine builder’s baseline without any external leaks present, the oil is being burned in the combustion chamber.
When the crosshatch pattern disappears, the oil control rings cannot scrape the excess oil off the smooth, glazed liner walls during the downward stroke. That oil is pushed up into the combustion space and burned. If your daily sounding logs show an unexplained increase in cylinder oil feed rates just to keep temperatures down, the liners require mechanical reconditioning.
3. Measurable Blow-By and Crankcase Pressure Alerts
“Blow-by” occurs when the combustion gases bypass the piston rings and shoot downward into the crankcase. This happens because glazed or scuffed liners prevent the piston rings from seating properly and sealing the chamber.
You will notice this issue through two distinct data points:
- A drop in peak firing pressure (Pmax) across the affected cylinder.
- High crankcase pressure alarms.
Ignoring blow-by is highly dangerous. The hot combustion gases will quickly degrade the crankcase lubricating oil and, in severe cases, create the exact conditions required for a catastrophic crankcase explosion.
The Data: Glazed Liners vs. OEM-Honed Liners
To understand why honing is mandatory, look at the mechanical surface parameters. Our riding squads measure surface roughness (Ra) to determine if a liner requires in-situ machining.
Here is the exact technical threshold we look for:
| Surface Parameter | Healthy OEM-Honed Liner | Degraded / Glazed Liner | Mechanical Consequence |
| Surface Roughness (Ra) | 1.5 µm to 3.0 µm | < 0.5 µm | Complete loss of oil retention. |
| Crosshatch Angle | 30° to 45° intersecting | 0° (Pattern wiped out) | Rings hydroplane over the oil instead of scraping it. |
| SLOC Baseline | 0.8 to 1.2 g/kWh | > 2.0 g/kWh | Severe OPEX drain; heavy carbon buildup on piston crown. |
| Friction Profile | Boundary Lubrication | Metal-to-Metal Contact | Imminent risk of piston seizure and liner cracking. |
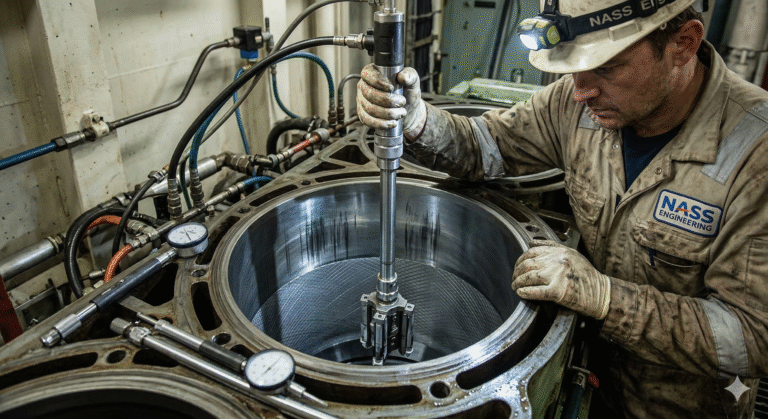
How NASS Engineering Executes In-Situ Honing
Replacing cylinder liners requires heavy lifting gear, massive headroom, and usually a dry dock facility. NASS Engineering bypasses this by bringing the machine shop directly to the engine room.
Our certified technicians deploy specialized, pneumatically driven honing rigs directly onto the engine block. We do not just blindly scrub the cylinder. We select specific grit stones (from roughing to finishing) to cut the exact 30-to-45-degree intersecting angle dictated by your specific engine manufacturer (whether it is a MAN B&W, Wärtsilä, or Caterpillar block).
We execute these high-precision repairs during short port calls or at anchorage, feeding our core marine engineering services in UAE ports and our rapid-response hubs across the Middle East. By restoring the liner in place, we eliminate the need to order expensive replacement cast-iron liners, drastically reducing the total cost of your marine diesel engine overhaul.
If your latest scavenge port inspection revealed polished liners, or your lube oil consumption is draining your operating budget, contact NASS Engineering to schedule a technical assessment and a targeted in-situ honing intervention.